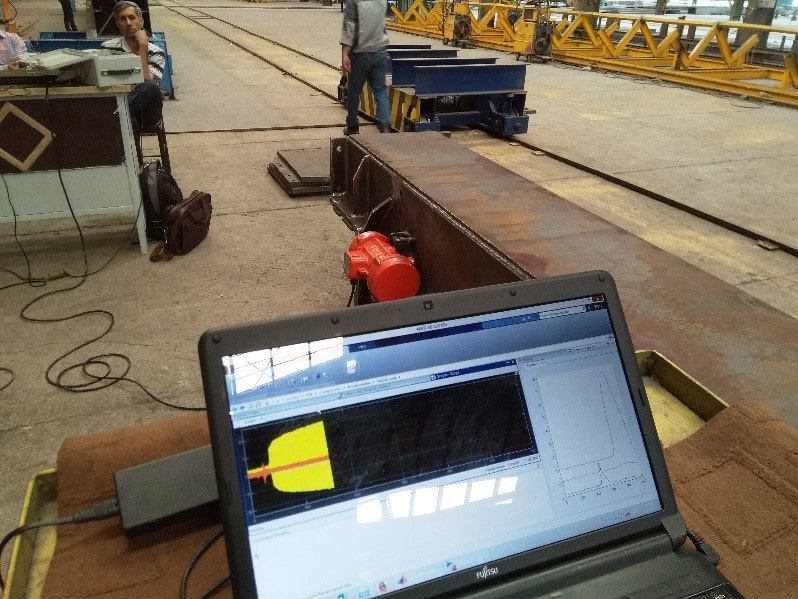
تنش زدایی ارتعاشی یا Vibratory Stress Relief که به اختصار VSR خوانده میشود، یکی از روشهای کاهش تنشهای پسماند در سازه هاست. سایر روشهای تنش زدایی یا تنش گیری عبارتند از حرارتی (TSR)، اولتراسونیک، طبیعی و … که در این میان روش حرارتی قدیمی ترین و رایج ترین روش میباشد. میتوان گفت VSR مهمترین رقیب برای روش تنش زدایی حرارتی است.